


The U.S. Energy Department wants wind power to provide at least 20% of the nation’s energy needs by 2030, compared to 3.5% in 2013. Until recently, manufacturers have not been able to replicate on a sufficiently large scale the stress forces that offshore wind turbines must be able to endure.
In 2009, DOE’s Office of Energy Efficiency & Renewable Energy awarded $45 million—its largest single wind-power grant—to Clemson University to build a facility capable of full-scale, highly accelerated testing of the next generation of wind turbine drive-train technology.
The Clemson University Restoration Institute converted a decommissioned Navy warehouse in North Charleston, S.C., into the SCE&G Energy Innovation Center, where such testing is now feasible. The facility also houses Duke Energy’s 15-megawatt eGrid simulator, which tests and validates the impact of electric equipment turbines on the nation’s aging electrical grid.
The project’s sheer magnitude made it a design, engineering, and construction feat. Much of the equipment installed in the facility had never been used before. With design teams and suppliers in the U.S. and Europe, a considerable degree of planning and coordination was required.
PROJECT SUMMARY
GOLD AWARD
Clemson University SCE&G Energy Innovation Center
North Charleston, S.C.BUILDING TEAM
Submitting firm: Choate Construction Co. (GC/CM)
Owner: Clemson University Restoration Institute
Architect/MP engineer: Davis & Floyd
Structural/electrical engineer: AEC EngineeringGENERAL INFORMATION
Project size: 82,264 sf
Construction cost: $37.3 million
Construction period: September 2011 to February 2014
Delivery method: CM at risk
“This project took the meaning of complexity to a whole new level,” says Drew Clark, Senior Project Manager for Clark Construction, a Building Team Awards judge. “When you understand the coordination, logistics, and extreme tolerances—fractions of an inch—required to support the test equipment, you get the sense that they were building something of a Swiss watch, not just a building. Very impressive.”
To meet seismic code requirements, over 900 steel H and concrete piles, ranging in length from 40 to 85 feet and weighing more than 400 pounds, were driven—the equivalent of nine miles of pilings.
The testing equipment included 7.5- and 15-MW hydraulic dynamometers that can replicate the severe rotating and bending forces exerted on the drive trains by 300-foot-long wind turbine blades at sea. Controlling these forces required two testing bays with dynamic independent foundations that could accommodate the massive torque of the testing system, plus the weight of the rigs. A single gearbox weighs 341 tons, or the equivalent of a Boeing 747.
Because the test rigs were so deep and embedded with congested rebar—the 15-MW foundation was 42 feet wide by 100 feet long by 15 feet deep—concrete couldn’t be pumped and vibrated. The Building Team specified self-consolidating concrete with chemical viscosity modifiers that allowed the concrete to flow throughout the rebar and formwork without the need for vibration. The concrete was poured in a single, continuous 12-hour run for each test rig.
There’s over 900 tons of rebar in the test bed foundations, bent to nearly micron levels. The Building Team used BIM modeling to identify 8,500 conflicts in the foundation before construction.
The Building Team also designed an anchor system so turbines could be moved around and repositioned during testing. Four hundred anchor sleeves and 15 assembled arrays were installed; each was measured during fabrication, assembly, setting, and as-built condition.
One anchoring assembly is the 15-MW Load Application Unit (LAU), also known as “Death Star.” The LAU ring, which had to be transported 250 miles in four pieces to the site, required 96 6.5-foot-long tubes. In full field operation, one million pounds of steel components will be cantilevered off of the ring and its surrounding concrete structure.
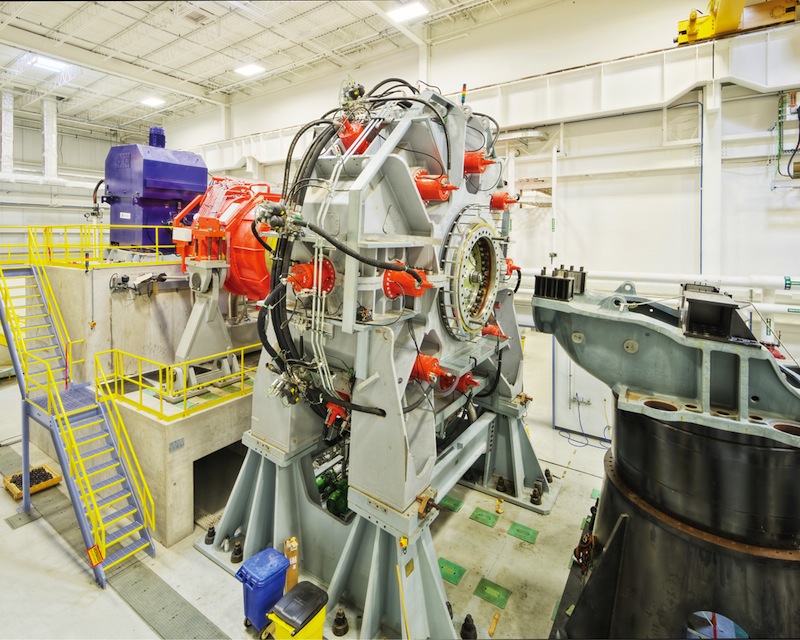 Its dynamometers require 22.5 MW of electricity to operate at full capacity, or enough to power 15,000–25,000 homes per year. The facility recovers about 80% of that energy, resulting in energy cost savings of 60.3% and contributing to the project’s LEED Gold certification. Photo: Ryan Manchester, Clear Sky Images
Its dynamometers require 22.5 MW of electricity to operate at full capacity, or enough to power 15,000–25,000 homes per year. The facility recovers about 80% of that energy, resulting in energy cost savings of 60.3% and contributing to the project’s LEED Gold certification. Photo: Ryan Manchester, Clear Sky Images
 Crews laid down 900 tons of rebar in the test bed foundations. Specialty concrete was poured in a single run to make sure the concrete penetrated the rebar without the use of vibration equipment.
Crews laid down 900 tons of rebar in the test bed foundations. Specialty concrete was poured in a single run to make sure the concrete penetrated the rebar without the use of vibration equipment.
Related Stories

| Aug 29, 2022
Montana becomes first U.S. state to approve 3D printing in construction
Montana is the first U.S. state to give broad regulatory approval for 3D printing in building construction.

Architects | Apr 22, 2022
Top 10 green building projects for 2022
The American Institute of Architects' Committee on the Environment (COTE) has announced its COTE Top Ten Awards for significant achievements in advancing climate action.

Concrete Technology | Apr 19, 2022
SGH’s Applied Science & Research Center achieves ISO 17025 accreditation for concrete testing procedures
Simpson Gumpertz & Heger’s (SGH) Applied Science & Research Center recently received ISO/IEC17025 accreditation from the American Association for Laboratory Accreditation (A2LA) for several concrete testing methods.

2021 Building Team Awards | Jan 14, 2022
First public-private partnership project in Veterans Administration history saves $34 million in costs
LEO A DALY and McCarthy Building Companies head the project team for the Omaha VA Ambulatory Care Center in BD+C’s 2021 Building Team Awards.

Building Team Awards | Dec 8, 2021
A performing arts center celebrates a legendary rocker and his birthplace
Buddy Holly Hall in Texas receives BD+C’s Silver Building Team Award.

Building Team Awards | Dec 7, 2021
A rapid response to a health emergency
Baptist Hospital of Miami’s 233-bed Hope Tower receives BD+C’s Bronze Building Team Award

Building Team Awards | Dec 3, 2021
Putting science on display, thanks to a design-build approach
UC Riverside’s Plant Growth Environments Facility receives BD+C’s Bronze Building Team Award.

Building Team Awards | Dec 2, 2021
An academic ‘precinct’ brings arts and sciences together
Wofford College’s Chandler Center for Environmental Studies receives BD+C’s Silver Building Team Award.

Building Team Awards | Dec 1, 2021
Denver sets the bar for water reclamation and reuse
A new administration building for the city’s water utility company scores Platinum in BD+C’s 2021 Building Team Awards.

2021 Building Team Awards | Nov 17, 2021
Caltech's new neuroscience building unites scientists, engineers to master the human brain
The Tianqiao and Chrissy Chen Institute for Neuroscience at the California Institute of Technology in Pasadena wins a Gold Award in BD+C's 2021 Building Team Awards.



